Eine Bohrung alleine ist eigentlich ohne Funktion. Vielleicht schön, aber eine echte Funktion fehlt noch. Erst durch Schrauben und Muttern oder Wellen und Achsen oder durch einen Stift in der Bohrung bekommt die Bohrung eine Funktion! Im Gegenteil, eine Bohrung alleine ist eine mögliche Verletzungsquelle. Die Kanten sind scharf oder sogar noch mit einem Grat versehen und daran können sich die Menschen schneiden!
Erste Frage also:
Wie bekomme ich die Kanten sicher? Mit Senkungen!
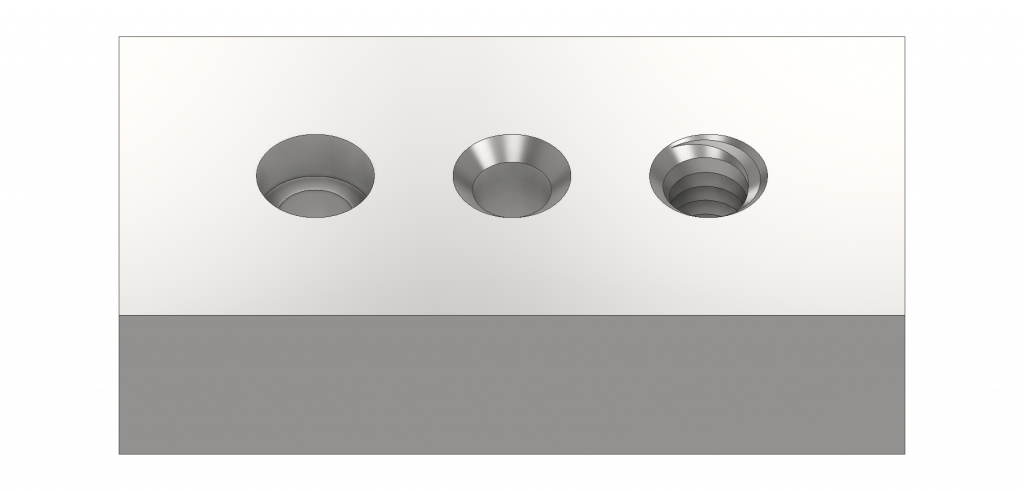
Schnittdarstellung von einer Stufensenkung, einer Profilsenkung (Kegelsenkung/ Fase) und einer Innengewindedarstellung!

Senken
Beim Senken bearbeite ich entweder die Bohrungs-KANTE einer Grund-(loch)-bohrung oder BEIDE Seiten einer Durchgangsbohrung. Geht es nur um die Vermeidung einer Verletzung, reicht hier ein Handentgrater.
Soll aber noch mehr erreicht werden, muss das entsprechende Werkzeug, ein Senker, in die Bohrmaschine eingespannt werden und damit die Senkung hergestellt werden. Zwei Arten von Senkungen werden vorgestellt, aber das ist dann nur ein kurzer Einstieg in das Thema „Senken“.
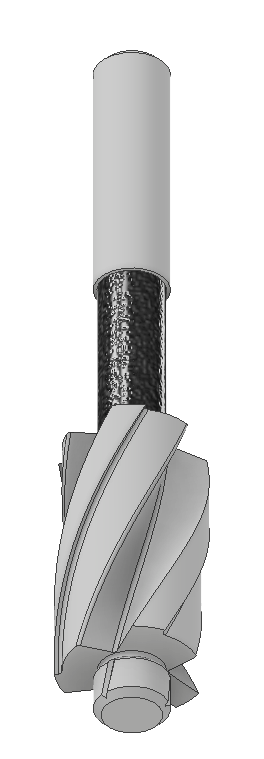
Profilsenken – Der Kegelsenker
Zur Herstellung einer Profilsenkung, so nennt sich eine Fase bei einer Bohrung, wird ein Kegelsenker gebraucht.

Zum Entgraten gehe ich nur kurz an die jeweilige Bohrungskante, wird eine richtige Senkung gefordert, muss der Senker, bei entsprechender Drehzahl n, tiefer in das Werkstück gedrückt werden.
Bei den Kegelsenkern gibt es, je nach Durchmesser d der Bohrung, unterschiedliche Größen. Aber viel wichtiger ist, dass es auch unterschiedliche Spitzenwinkeln bei den Kegelsenkern gibt! Und jetzt noch einige Funktionen einer Kegelsenkung:
- Verletzungsvermeidung
- Einführhilfe für einen Bolzen oder einen Stift
- Schutzfase bei einem Innengewinde
- Aufnahme eines Schraubenkopfs bei einer Senk(-kopf) -schraube
Plan-Einsenken / Stufensenken – Der Zapfensenker
Mit dem Zapfensenker wird die Bohrung aufgebohrt, damit der Schraubenkopf einer Innensechskant- Zylinderschraube versenkt werden kann.
Das ist der Hauptgrund für den Zapfensenker, es gibt noch andere Gründe für eine „Zylinder“- Senkung, aber dies führt hier zu weit!
Gewindebohren – Gewindebohrer-Set
Das will ich hier nur erwähnen und zeigen, es würde aber hier als Bohrverfahren zu weit führen. Mit der Bohrmaschine stellen wir KEIN Gewinde her! Die Gefahr, das Werkzeug zu zerstören ist einfach zu groß! Die Erstellung eines Innengewindes ist hier beschrieben.
Achtung, hier gibt es noch einiges mehr, aber für uns reicht es jetzt erst einmal!
Reiben – Reibahle

Wenn ich eine Bohrung nicht für eine Verschraubung benötige, dann vielleicht um eine Achse oder eine Welle zu lagern oder zwei Bauteile mit einen Stift zu fixieren! Wenn ich aber eine Bohrung für ein Drehteil brauche, so soll dieses sich entweder:
- leicht in der Bohrung drehen, aber auch nicht kippen oder aber
- richtig fest sitzen aber noch leicht montiert werden können.
Beide Anforderungen führen zu einer Passung mit hoher Genauigkeit. Man spricht entweder von Spielpassung oder von Presspassung. Dafür ist der „normale“ Bohrer nicht gemacht, hier gibt es Sonderwerkzeuge, die Reibahlen.
Damit ich mit der Reibahle arbeiten kann, muss ich zuerst mit einem kleineren Bohrer vorbohren. Dann wird mit der Reibahle auf das geforderte Maß „geschabt“!